仕上がり品質を左右する!?ローレット加工の最適な送り速度と加工条件

金属の表面に細かい凹凸を施すローレット加工ですが、その加工の仕方は一口に言っても様々です。
加工する金属の種類や材質が変わると当然その加工の仕方も変わります。
金属にきれいなローレット加工を行うためには、そのピッチや加工送りの速度も関係してきます。
ローレット加工には加工時の送り方が二種類ある
ローレット加工の送り加工の方法にはラジアル送りローレット加工(R型)とアキシャル送りローレット加工(F 型)の2種類の加工方法があります。それぞれの加工方法が用途や材質に応じて最適な方法が求められます。
ラジアル送りローレット加工(R型)
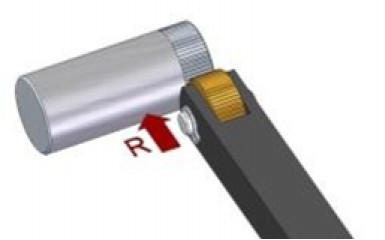
ラジアルローレット加工とは、ローレット加工する部品の長さがローレット駒の厚さと一致するため、ローレット加工の工具は放射状に移動します。(通常R で表される送り)
このローレット加工技術では、傾斜のローレット駒を使用する必要はありませんが、歯角の早期破損を避けるために使用する方がよいとされています。傾斜はローレット駒のエッジに強度を与えます。このローレット加工技術は、転造式ローレット加工のみ適用可能です。切削式ローレット加工には適用できません。
転造式と切削式のローレット加工についてはこちら↓
アキシャル送りローレット加工(F 型)
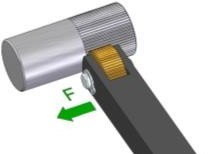
アキシャルローレット加工では、ローレット加工する部品の長さがローレット駒の厚さよりも長いため、ローレット加工の工具は軸方向に移動します。(通常文字F で表される送り)
このローレット加工技術は、ローレット加工の工具および切削式ローレット加工の工具、両方に適用可能です。転造式ローレット加工の工具では、ローレット駒に傾斜をつける必要があります。 切削式ローレット加工の工具では、ローレット駒の傾斜をなくす必要があります。
ローレット駒、ホルダー等の組み合わせで、ラジアル送りやアキシャル送りなどの加工方法を変更して様々なバリエーションのローレット加工を施すことが可能です。そのため、アキシャル送りやラジアル送りのためのローレット駒等は準備する必要がなく、加工するイメージをバリエーションにあてはめて、どんな形に仕上げたいかを確認する必要が出てきます。
仕上がり品質を左右する!部品直径とローレット駒のピッチの関係
ローレット加工する部品の直径とローレット駒のピッチの比率は、質の良いローレット加工を施すために非常に重要です。
直径の大きさとどんな形のローレット加工を施すのかは、一定の関係性を持ちます。
例 1
製品の直径(以前): 21 mm Paso
ローレット駒のピッチ: 1.0 mm
比率: 21 x 3.1416(円周率) / 1.0 = 65.97(製品の円周の長さ/ローレット駒のピッチ)
整数との差: 66 – 65.97 = 0.03
上記の計算から得られた値と整数との差が大きいほど、工具は不均衡を補正するためにより多くの労力を必要とします。
この過剰な圧力は、ローレット加工の品質およびローレット駒の性能を低下させます。最悪の場合、この比率の値が全体の値と大きく異なりすぎると、「二重ローレット加工」となります。
例 2
製品の直径(以前): 18 mm Paso
ローレット駒のピッチ: 1.0 mm
比率: 18 x 3.1416 / 1.0 = 56.56
整数との差: 57 – 56.56 = 0.44
これらの内容から、組み合わせの関係性は数字で表せることがわかります。
加工がうまくいかないときに考えられる原因と解決法
ローレット加工がうまく仕上がらない場合にはいくつかの要因があります。
特に、ローレット加工の部品の直径とローレット駒のピッチ、ラジアル送りの速度などを考慮すると加工時の不具合が改善される傾向にあります。
ローレット加工が二重になる
原因:ワークの端でのローレット加工開始時の低ラジアル送り
解決方法:ローレット加工開始時のラジアル送りを増加する
原因:ワークの円周がピッチの整数倍でない
解決方法:ワークの直径を調整する。ワークの円周は必ずピッチの整数倍であるように
ローレット駒が簡単に破損する
原因:ローレット加工幅が大きい
解決方法:ピッチに応じた値に加工幅を減らす
ローレット駒の過度な消耗
原因:ローレット加工幅が大きい
解決方法:加工幅を正しい値に調整する
原因:ワークの状態が不適切
解決方法:切削速度とアキシャル送りを確認する
ローレット加工がうまくいかない時、ちょっとした調整で改善することも
ローレット加工は、金属のすべり止めなどで様々な部分に活用されており非常に活躍の場が広い加工です。そのため、安定した品質の加工を行えば、様々な分野への売り込みも可能な金属加工品となります。
ローレット加工は特殊な加工ではありますが、加工の仕方を正しく行えば良い品質のローレット加工の製品が生産できます。
材質によっても、加工時の送り速度を変えたり、適切なローレット駒の選定を行うことで、加工仕上がりに大きな差が出てきます。
ローレット加工の材質別の加工時の送り速度と適切なローレット駒を一覧とした資料が、以下のリンクよりダウンロードできます。

50ヵ国以上で高精度ローレットツールを提供するintegi社
弊社はスペインのローレットメーカーintegi社(インテギ)の国内代理店をしております。Integi社は1974 年スペイン、バスク州市で創業以来、高精度ローレットツールを提供し続けて日本を含め50 か国以上に利用されています。お客様の幅広いローレット加工のニーズに応えるための最適なブランドです。
integi社の特徴
- 標準品のサイズ展開や種類が豊富(国内調達がむずかしい製品)
- 在庫品であれば、注文から1 週間以内にお届けが可能
- 技術的な質問にも対応可能
- 特殊駒の製作が可能
- 必要があればホルダーの追加工も可能
- 在庫品の場合、迅速な見積もり回答が可能
- 外科、歯科器具への加工も対応可能

Integi製ローレットツールの製品情報は以下のフォームからダウンロード頂けます。
ローレット加工に関するご相談は、ぜひ西部商工まで!
西部商工では、最適なローレット製品の提案、導入から運用、特殊駒の制作など、ワンストップで承っております。
ローレット加工に関するご相談、お悩みがございましたら、些細なことでもまずはお気軽にお問い合わせください。
お見積もり・お問い合わせはこちらから
西部商工は金属加工を技術面でサポートします。
現場でお困りの方を
徹底的にサポートします!
ソリューション、製品に関する
お見積もり・お問い合わせはこちらから
まずは、お気軽にご相談ください!
当社への貴社商品・サービスのご紹介営業につきましては、お問合せ・ご相談フォームにてご連絡下さい
- TEL
- 078-335-7573 営業時間 : 9:00〜17:00(平日)