バニシング加工とは?加工のメリットとツール解説~ローラーバニシング編~
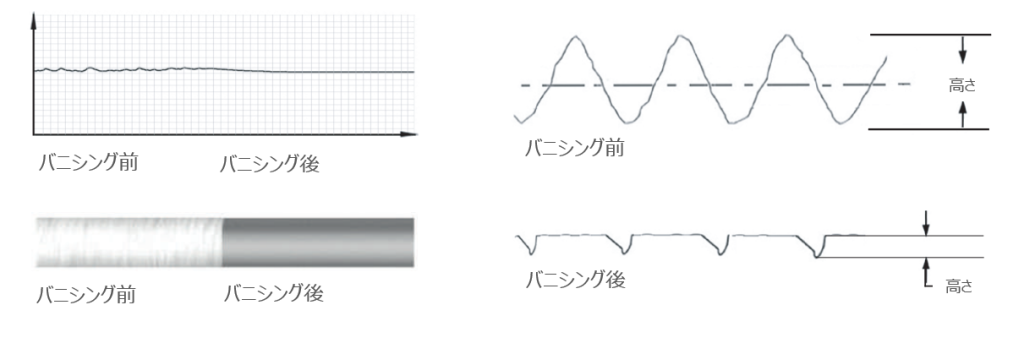
バニシングは回転するワークに、高硬度のローラー(ロール)を押し当てて、滑らかな仕上げ面を得る加工方法です。切削加工で発生したワーク表面の微細な凹凸を押しならして、粗さを抑えた研磨面を形成します。
ローラーバニシング加工のメリット
- 汎用性が高く、使い勝手が良い
- 早く、効果的な方法で仕上り面を得ることが可能
- 研磨工程の代用が可能
- 粗さの大幅な低減(用途によって90%以上の低減が可能)
- 加工公差の向上
- 表面の気孔の減少するため、耐腐食性が向上
- ワーク表面の硬度化
- 研磨面は摩擦が少ないため、耐摩耗性が向上
- ローラーの寿命が長く、スペアパーツの消費が少ないため経済的
- 処理時間が非常に短い
- 切り屑が発生しない
ローラーバニシングツールの特徴とは?
次に、実際に加工の際使用するツールについて説明します。ここでは、弊社が日本国内代理店をしております、スペインのIntegi社の製品を例にあげて紹介させていただきます。
- ローラーの圧力を調整することで、さまざまな研磨レベルを実現(※1)
- サイズや材質(鉄系・非鉄系)問わず、さまざまなワークに対応可能
- 摩耗や衝突による破損の可能性を考慮し、最小限の部品で構成されたツール
圧力調整システムとは?
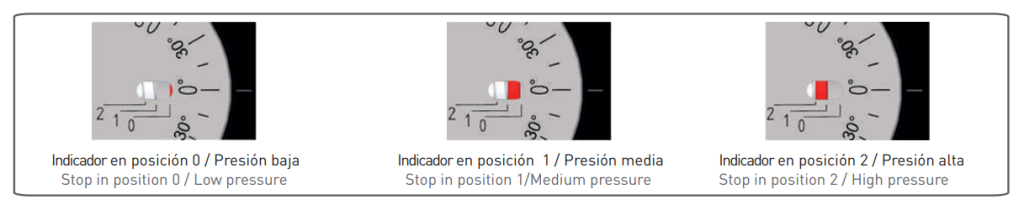
HBU42・HBE・HBツールは、さまざまなレベルのバニシングを実現するため、ローラーにかかる圧力を調整する機能が搭載されています。調整はツールのハンドル部(図1)またはヘッド部(図2)にある圧力調整ネジで行います。圧力レベルは【0・1・2】の3段階で表されており、数字が大きくなるほど圧力も大きくなります。“0”は低荷重、“2”は最大荷重を表します。圧力調整ネジと圧力レベルを表示するメモリの場所は、工具のモデルにより異なり、ヘッド部またはハンドル部に設置されています。


ローラーバニシング加工のための事前準備
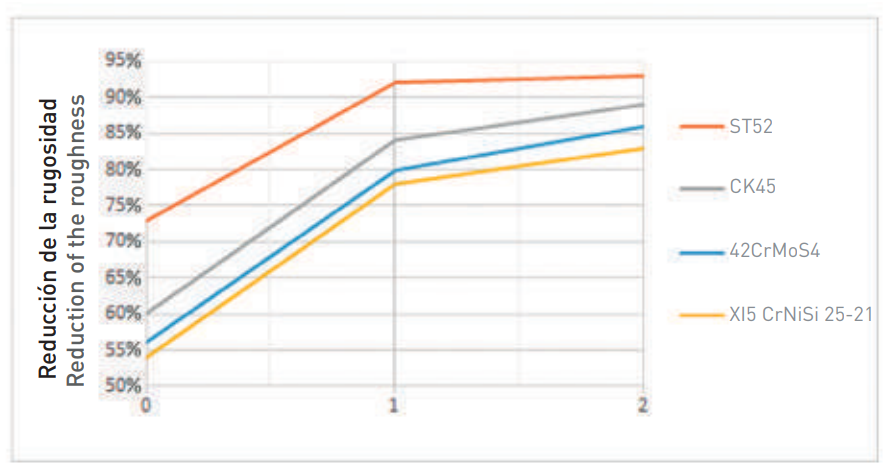
ワーク表面は、バニシングに適した状態でなければなりません。従ってバニシングで最高の仕上がりを実現するためには、最高品質のプレターニングが必要不可欠と言えるでしょう。次の表は、材料と圧力によって、最大93%の粗さが減少したと示しています。バニシングは、加工によりワーク直径を減少させます。そのため切削工程でワークの直径の減少を考慮する必要があります。減少値は以下の3つの要素に依存します。
- 鋼材の種類
- 圧力レベル
- ワークのRa値(バニシング加工前)
以下の表は、ワークΦの減少概算値です。
ローラーバニシング加工パラメータ
ローラーバニシングツールの加工パラメータは、要求される仕上がりに応じて設定します。作業速度は250m/mit、送り量は0.1~0.2㎜/revを推奨しています。より良い結果を得るためには、送りを小さくし、可能であれば圧力レベルを上げることをお薦めします。圧力調整機能付きモデル(HBU・HBB・HBE)の場合、良好なバニシングを実現するために、圧力レベルを“2”の位置(最大荷重)での作業を推奨します。しかし、ワークの要求品質が高くない場合は、スプリングの寿命を延ばすため、圧力レベルを下げて加工します。
バニシング加工の手順は以下の通りです
- ローラーを研磨するワークのφ上に置き、ローラーホルダーヘッドが0.1~0.2㎜(AP)縮むまで押し当てます。圧力レベルを最大にした状態で作業はしないでください。ヘッドがツールシャンクやボディに接触するまで圧縮すると、工具が動かなくなります。ホルダーのヘッドとシャンク間の距離はバニシングツールの種類によって異なります。
- 約0.1~0.2㎜/revの速度で進めます。より良い研磨レベルを得るためには、クーラントの使用は必要不可欠です。
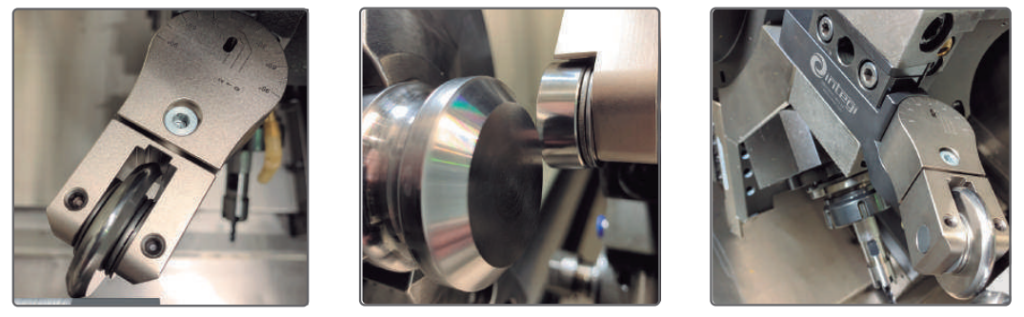
Integi社バニシングツールのラインナップをご紹介!
Integi社(スペイン)
弊社が取り扱う全てのバニシングツールは、国内代理店を務める Integi(インテギ)社の製品です。Integi社は1974年にスペインのバスク州で創業以来、旋盤やスライド式旋盤で使用可能で高品質な加工ができるバニシングツールをはじめとした各種ツール(ローレット、回転ブローチツール)を製造しております。以下のバニシングツール製品の画像をクリックで製品の詳しい説明をご覧いただけます!バニシング加工でお困りの際は、西部商工株式会社までお問い合わせください。