Grind Master Machinesの表面処理技術ソリューションをご紹介!

1984年に始まったGrind Master Machines(グラインドマスター社)の小さなガレージから世界へと出発した旅は、様々な産業分野に表面仕上げのソリューションを提供することを想定していました。情熱と決意が、世界で最も汎用性の高い専用機メーカーの1つへと導いたのです。グラインドマスターは、長年の開発と協力により、業界特有のコンポーネントを基盤としたソリューションを提供してきましたが、今回ご紹介するのは、油圧ピストンロッドについてです。これらは主に油圧業界で使用されており、土木機械、ダンプカー、傾斜装置、廃棄物処理トラック、廃棄物圧縮装置、除雪トラック、鉱山機械、航空宇宙などに使用されています。典型的なサイズは、直径6mmから200mm、長さは100mmから5000mmです。

シール性能と耐腐食性は油圧ピストンロッドの最重要課題
ピストンロッドは、効率の向上と長寿命化のためにシール性能が重要です。これらのシリンダーは、より厳しい環境で動作するため、より良い耐腐食性と高効率を組み込む必要があります。そのためには、硬質クロム、HVOF(高速フレーム溶射法)スプレー、セラミックコーティング、プラズマ窒化物、化学ニッケルコーティングなどでシリンダーの表面をコーティングし、表面の粗さを改善する必要があります。
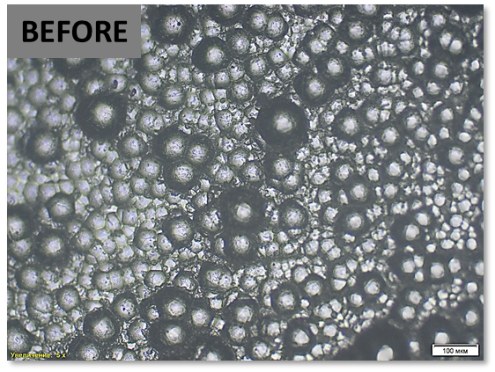
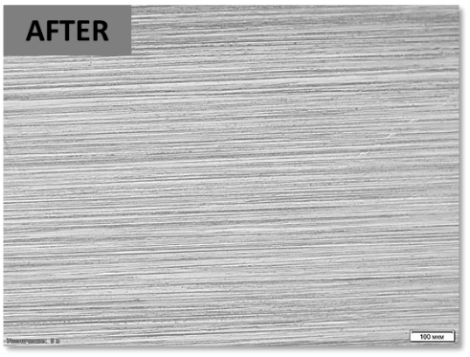
上記のコーティングプロセスは重要な役割を果たしますが、コーティング直後の表面にはうねりがあり、密着性を高めるためには表面をよく整える必要があり、これによりシール寿命の向上が実現可能です。また、コーティング前の処理も重要であり、通常であれば表面のうねりに対抗するためメッキに厚さを持たせますが、表面処理によりメッキコストを削減することができます。
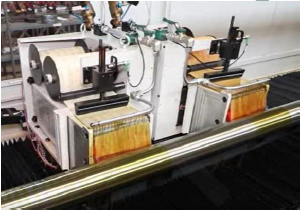
グラインドマスターは、お客様のご要望に応じて、これら両方のアプリケーションのプロセスを進化させてきました。これは、コーティングされた研磨ベルトによる研削加工、超仕上げ加工、または研磨ホイールによる加工のいずれかによって達成されます。達成される典型的な表面値は、Ra 0.05~0.3、Rmax 0.62~2で、研削ビビリはありません。ピストンロッド、ショックアブソーバーロッド、入れ子管などの仕上げは非常に重要であり、Grind Masterにはノウハウがあります。
油圧ピストンロッド用超仕上げ機のイメージ